Innovative decarbonization technology to address the needs of an evolving world
The industrial world produces the energy and materials we rely on everyday including cement, steel, and chemicals. However, the world of today and tomorrow can’t rely on the separation and technology solutions of the past. Using energy intensive, incumbent technology no longer provides the flexibility and efficiency to keep up with customer demand and CO2 emission goals.
At CMS, we understand that today’s capital infrastructure will be valuable and operational for decades to come. Inspired by the challenge of the new energy revolution and building on 20+ years of experience, we have developed a platform of bolt-on technology solutions to unlock even the most challenging and intensive separation processes.

Starting with the holy grail: olefin paraffin separations
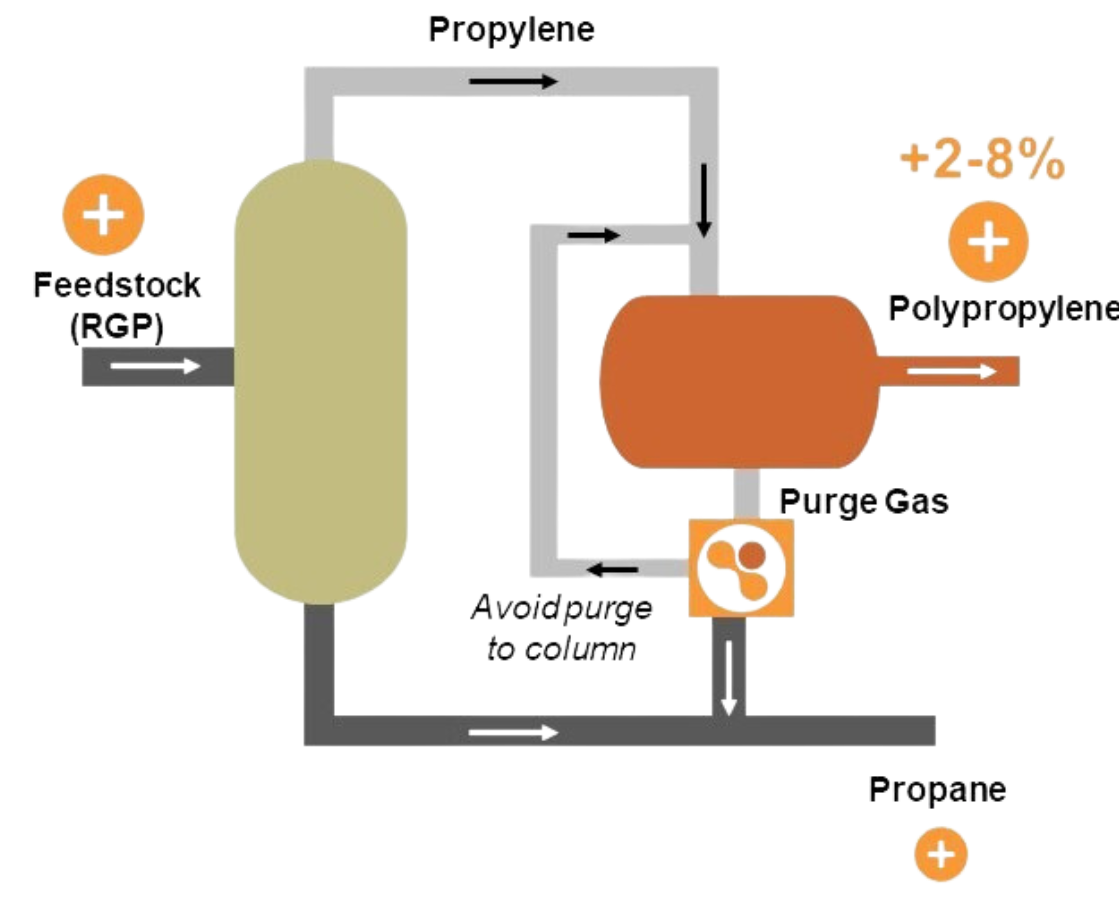
Optiperm™ Olefins
Game-changing, commercially demonstrated membranes for polyolefin polymerization reactors. Upgrade existing streams, reduce bottlenecks, and increase capacity.
And addressing the critical need for point source carbon capture
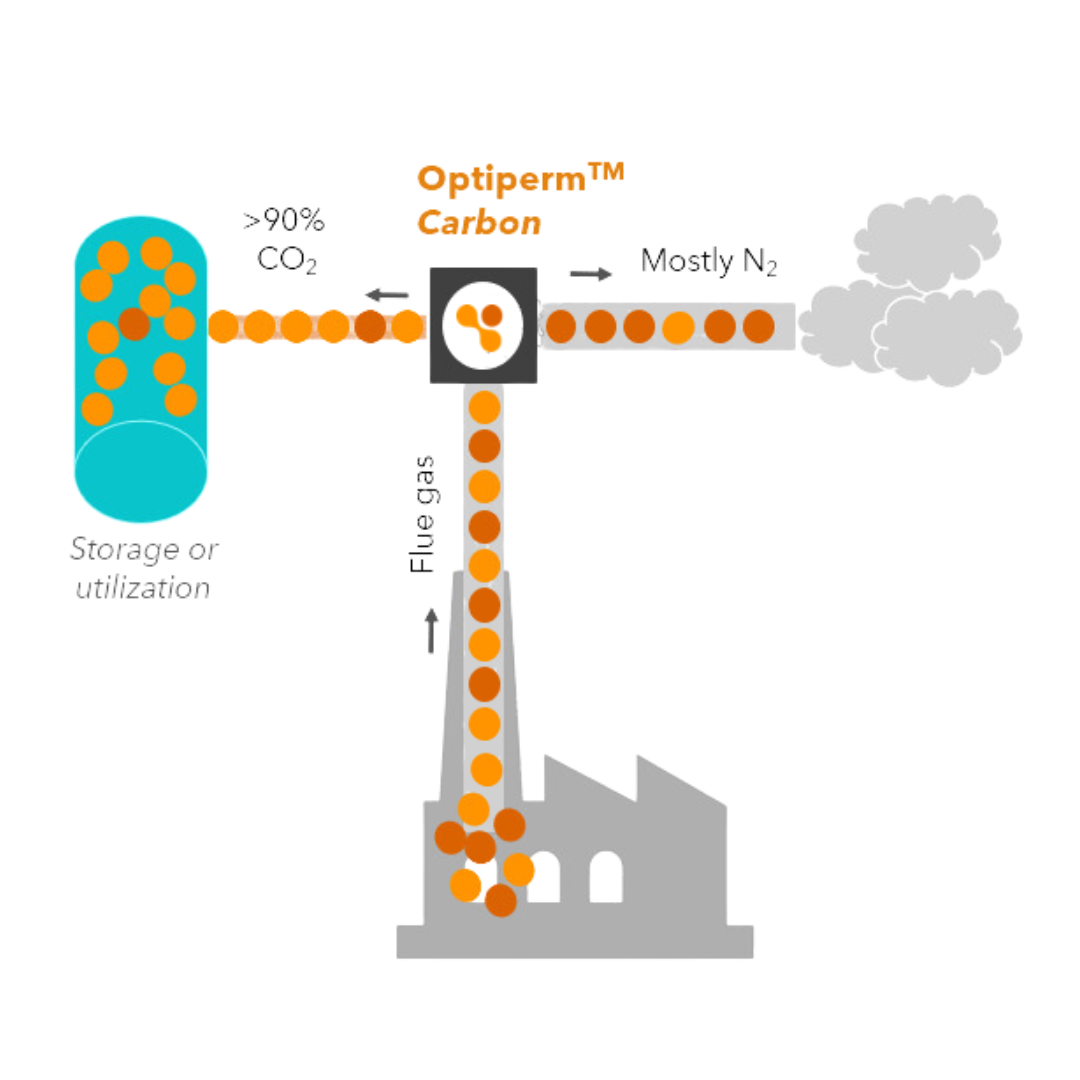
Optiperm™ Carbon
A low energy, low cost, solvent-free, fully electrified, and modular point source carbon capture solution for hard-to-abate industries like steel, cement, and materials. We are now accepting pilot orders for 2024 operations.
Passionate about delivering practical, near-term decarbonization solutions?
We are a small, but mighty group of self-starters who are passionate about making a positive impact on our colleagues, customers, and the world.
We are always on the look out for people who are:
- Highly collaborative
- Creative problem solvers and doers
- Ambitious and driven
- Ready to tackle a challenge and deliver a new product to market
- Excited about practical decarbonization

Check out the latest news and resources from CMS


Ready to join the decarbonization revolution?
Connect with us to order a system or develop your custom solution.